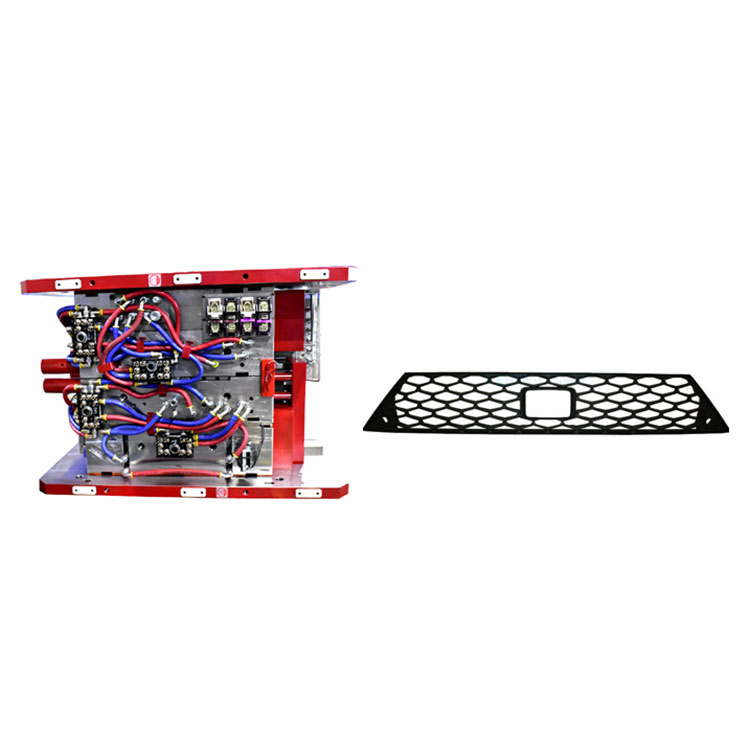
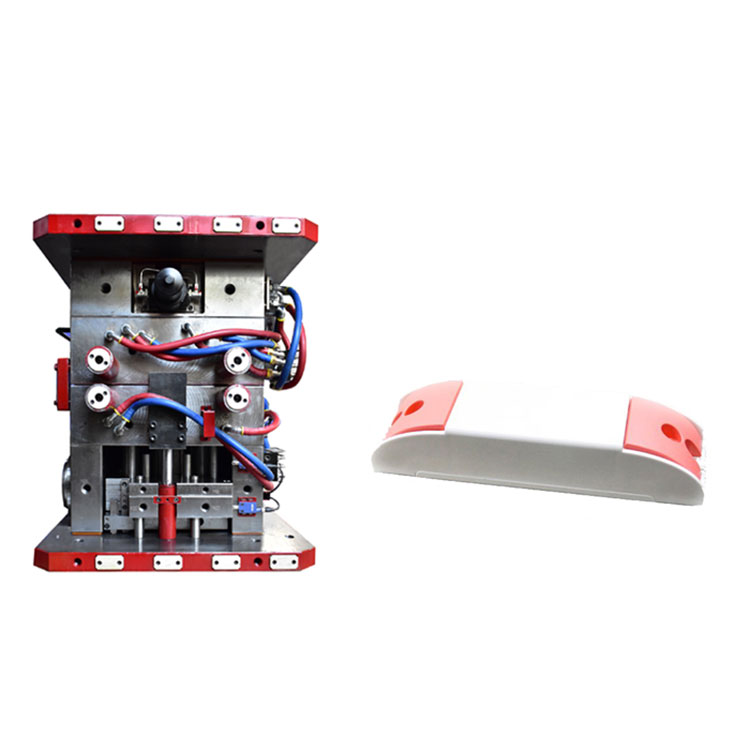
Some aspects needing attention in maintenance of Plastic Injection Mold
1.To see if there is early-warning rust or wet phenomenon at the vents-if you find rust or wet phenomenon near the vents in the hot runner, it means that the internal condensation or the possibility of water pipe rupture. Humidity can cause a fatal short circuit to the heater. If the machine doesn 't run all year round, but shuts down at night or weekends, the chances of this condensation increase.
2. Remember to remind the operator not to “ clean ” the hot nozzle at the gate – if the operator happens to see a small piece of stainless steel at the die nozzle, it may be actually a point nozzle assembly. Cleaning out what seems to be a hindrance often destroys the hot mouth. In order not to destroy the hot mouth, please confirm the mouth type of the hot runner system before taking action to ensure that all operators are trained and able to identify all different types of mouths they are exposed to.
3. Sliding stop buttons - This work should be done once a week for machines running continuously throughout the year.
4.Interactive check the resistance value of the heater - you should have measured its resistance value at the beginning of using the heater, now is the time to measure and compare again. If the resistance value floats up and down by 10 %, consider replacing the heater to make sure it doesn 't work at critical times in the production process. If the initial resistance value has not been measured, it is now measured once and the obtained values are used as reference data for future inspection of the heater.
5. Check whether there are signs of wear between the guide pillar and the guide sleeve - find out whether there are signs of scratch or abrasion, which is due to a lack of lubrication. If the trace is just emerging, you can also extend the life of the guide pillar and sleeve by adding lubrication. If the wear is serious, it is time to replace the new parts. Otherwise, the cavity and core parts may not fit well, resulting in different parts cavity wall thickness.
6. Check water flow - Connect a hose at the outlet of the waterway to keep water in the bucket through the hose. If the outflow water is not clear or colored, rust may occur, and the flow is not smooth, which means that somewhere is blocked. If these problems are found, all the water pipes will be drilled again to ensure smooth flow ( or take any of your most commonly used methods for cleaning ). Improving plant water treatment systems can prevent future problems caused by rust and blockage.
7. Cleaning top needles - After a year, top needles become dirty due to gas hoarding and membrane impurities. It is recommended that the mould cleaning agent should be used every six to twelve months. After cleaning, apply a layer of lubricant on top needle to prevent abrasion or fracture.
8. To see whether there is a fracture in the radius area of the hot nozzle – the fracture is caused by the clamping force brought by the loose and hardened plastic fragments remaining in the hot nozzle of the machine when they are injected forward from the plastic injection tube assembly. The cause of the problem may also be that the centerline is not aligned.